金華熒光磁粉探傷機制造商
發布時間:2022-05-24 01:34:14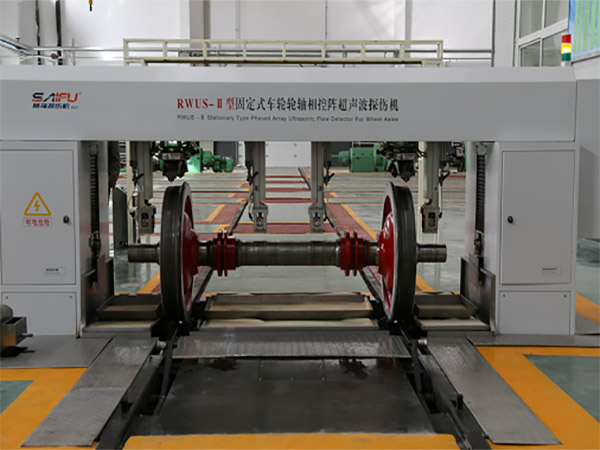
金華熒光磁粉探傷機制造商
如何選擇熒光磁粉探傷機?下面探傷機廠家給大家介紹下相關內容:1、用戶選擇熒光磁粉探傷機,要考慮到許多因素,主要根據探傷工件的幾何尺寸,現場條件,每天要探傷的數量及工件的光潔度,這樣就可以綜合考慮,選擇相應的規格型號,確定購置適用的磁粉探傷機。1)簽約合同時應明確告知產品符合《JB/T8290-2011》機械行業的標準,退磁效果:≤0.3mT(雙方可提前約定),A型試片30/100清晰顯示。(固定磁粉探傷機和專用設備)2)工作環境若探傷工作是在固定場所進行,選擇固定磁粉機為主;若在生產現場,且工件品種單一,檢查數量較大,應采用專用檢測設備,或將磁化與退磁等功能分別設置以提高檢查速度;若在實驗室,以探傷實驗為主,則應考慮功能較為齊全的固定式磁粉探傷機,若工作環境在野外,應選擇移動式或便攜式探傷機進行工作。人工置放試件在托架上,按動啟動按鈕,進入自動程序→[啟動、夾緊試件]→[噴淋]→[磁化]→[觀察]→[退磁]→[松開]→[結束]

金華熒光磁粉探傷機制造商
超聲波探傷機常用的術語名稱1.靈敏度:在超聲波探傷儀熒光屏上發生可辨指示的小超聲信號的一種測量。2.回波頻率:回波在時間軸上進行擴大觀察所得到的峰值間隔時間的倒數。3.靈敏度余量:超聲探傷體系中,以必定電平表明的規范缺點勘探靈敏度與大勘探靈敏度之間的差值。4.分辨力:超聲探傷體系可以區別橫向、縱向或深度方向相距比來的必定巨細的兩個相鄰缺點的才能。5.按捺:在超聲波探傷儀中,為了削減或消除低起伏信號(電或資料的噪聲),以杰出較大信號的一種操控辦法。6.閘口:為監控探傷信號或作進一步處置而選定一段時間規模的電子學辦法。7.衰減器:使信號電壓(聲壓)定量改動的設備。衰減量以分貝表明。8.信噪比:超聲信號起伏與大背景噪聲起伏之比。通常以分貝表明。9.堵塞:接納器在接納到發射脈沖或強脈沖信號后的霎時惹起的靈敏度下降或失靈的表象。10.增益:超聲探傷儀接納放大器的電壓放很多的對數方式。以分貝表明。

金華熒光磁粉探傷機制造商
通用磁粉探傷機的原理所謂的非破壞性試驗,即不通過的情況下損壞,其中檢查對象表面,并通過一些物理方法檢查的內部缺陷的存在或不存在,物理方法的各種檢測設備所作的原理被稱為無損探傷儀。磁粉探傷儀從測量原理不同可以分為:數字式超聲波探傷儀,超聲波探傷儀、磁粉探傷儀、渦流探傷儀、射線探傷儀和熒光探傷儀,主要用于探測機加工件內部有無缺陷(裂紋、砂眼、氣孔、白點、夾雜等),焊縫是否合格,查找有無暗傷,從而判定工件合格與否。磁粉探傷機一般為無損探傷,探傷機造船、石油、化工、機械、航天、交通和建筑等工業部門檢查船體、管道、高壓容器、鍋爐、飛機、車輛和橋梁等材料、零部件加工焊接質量,以及各種輕金屬、橡膠、陶瓷等加工件的質量。磁粉探傷儀適用于工件進行表面或近表面探傷,其靈敏度高..將被檢物體通過大電流后,形成磁場或將被檢物體放入產生磁場的線圈中..如果物體表面或物體表面附近有裂紋等缺陷,散落在物體表面的鐵磁性粉末將聚集在裂紋處。磁粉探傷機一般為無損探傷,探傷機造船、石油、化工、機械、航天、交通和建筑等工業部門檢查船體、管道、高壓容器、鍋爐、飛機、車輛和橋梁等材料、零部件加工焊接質量,以及各種輕金屬、橡膠、陶瓷等加工件的質量。

金華熒光磁粉探傷機制造商
超聲波探傷機中常見的問題匯總1、超聲波探傷的基本原理是什么?答:超聲波探傷儀的種類繁多,但在實際的探傷過程,脈沖反射式超聲波探傷儀應用廣泛。一般在均勻的材料中,缺陷的存在將造成材料的不連續,這種不連續往往又造成聲阻抗的不一致,由反射定理我們知道,超聲波在兩種不同聲阻抗的介質的交界面上將會發生反射,反射回來的能量的大小與交界面兩邊介質聲阻抗的差異和交界面的取向、大小有關。脈沖反射式超聲波探傷儀就是根據這個原理設計的。目前便攜式的脈沖反射式超聲波探傷儀大部分是A掃描方式的,所謂A掃描顯示方式即顯示器的橫坐標是超聲波在被檢測材料中的傳播時間或者傳播距離,縱坐標是超聲波反射波的幅值。譬如,在一個鋼工件中存在一個缺陷,由于這個缺陷的存在,造成了缺陷和鋼材料之間形成了一個不同介質之間的交界面,交界面之間的聲阻抗不同,當發射的超聲波遇到這個界面之后,就會發生反射(見圖1),反射回來的能量又被探頭接受到,在顯示屏幕中橫坐標的一定的位置就會顯示出來一個反射波的波形,橫坐標的這個位置就是缺陷在被檢測材料中的深度。這個反射波的高度和形狀因不同的缺陷而不同,反映了缺陷的性質。

金華熒光磁粉探傷機制造商
超聲波探傷機在車輪缺陷檢測中的應用數字超聲波探傷儀在車輪缺陷檢測中的應用,輪對是車輛走行部中Z重要的部件之一,對車輛輪對的檢測并準確地判斷其缺陷位置一直是鐵道運輸部門非常重視的問題。采用數字超聲波探傷儀,實現輪對踏面的缺陷檢測,包括:踏面剝離及剝離前期檢測;踏面表面及近表面裂紋檢測。超聲波探傷機廠家超聲波探傷儀系統利用超聲表面波的脈沖反射原理進行缺陷檢測。當輪對沿鋼軌運行到探頭位置,輪對踏面接觸探頭的瞬間,EMAT(電磁超聲探傷技術)在車輪踏面表面及近表面激發出電磁超聲表面波脈沖,超聲表面波將沿踏面表面及近表面圓周以很小的損耗傳播。超聲表面波在踏面雙向傳播(順時針和逆時針),沿車輪表面及近表面傳播1周后回到探頭位置,EMAT探頭檢測到返回的超聲表面波后形成1次周期回波;未衰減的超聲波繼續沿踏面傳播,依次形成第2次、第3次周期回波,直到能量衰減到設備無法檢測為止。當車輪踏面表面及近表面有裂紋或剝離等缺陷存在時,超聲波在缺陷端面處一部分能量被反射,沿原傳播路徑返回并被探頭檢測到,形成缺陷回波;另一部分能量繞過缺陷端面繼續傳播,形成周期性回波。通過正常的周期回波(RT)與缺陷回波(E)的對比分析,可以定性分析當前輪對的踏面缺陷狀況。