鎮江通用磁粉探傷機廠家
發布時間:2025-01-02 00:59:58
鎮江通用磁粉探傷機廠家
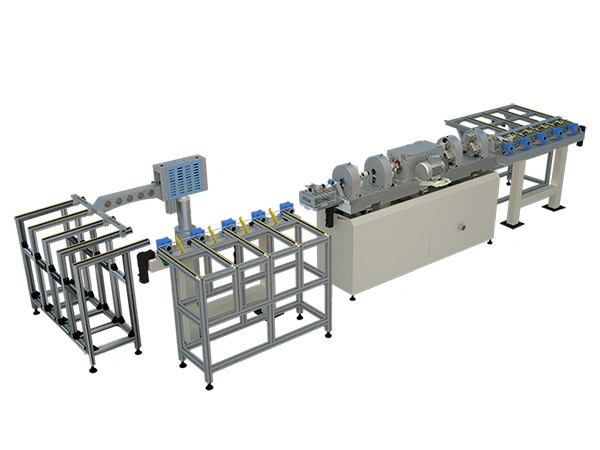
如何選擇熒光磁粉探傷機?下面探傷機廠家給大家介紹下相關內容:1、用戶選擇熒光磁粉探傷機,要考慮到許多因素,主要根據探傷工件的幾何尺寸,現場條件,每天要探傷的數量及工件的光潔度,這樣就可以綜合考慮,選擇相應的規格型號,確定購置適用的磁粉探傷機。1)簽約合同時應明確告知產品符合《JB/T8290-2011》機械行業的標準,退磁效果:≤0.3mT(雙方可提前約定),A型試片30/100清晰顯示。(固定磁粉探傷機和專用設備)2)工作環境若探傷工作是在固定場所進行,選擇固定磁粉機為主;若在生產現場,且工件品種單一,檢查數量較大,應采用專用檢測設備,或將磁化與退磁等功能分別設置以提高檢查速度;若在實驗室,以探傷實驗為主,則應考慮功能較為齊全的固定式磁粉探傷機,若工作環境在野外,應選擇移動式或便攜式探傷機進行工作。人工置放試件在托架上,按動啟動按鈕,進入自動程序→[啟動、夾緊試件]→[噴淋]→[磁化]→[觀察]→[退磁]→[松開]→[結束]
鎮江通用磁粉探傷機廠家
解析熒光磁粉探傷機的靈敏度問題一般來說,通過熒光磁粉探傷機對工件上的一些微小瑕疵的檢測能力稱為磁粉探傷機的靈敏度。影響磁粉探傷機的靈敏度的一些因素包含:①具體磁化方案方法的選擇;②磁化大小和磁化方向;③磁粉的磁性、粒度和顏色;④磁懸浮濃度;⑤試樣的尺寸、形狀和表面狀況;⑥工件的一些獨特物理性質和有可能帶有缺陷的結構;⑦探傷方法和過程以及是否可以做到足夠標準和準確。

鎮江通用磁粉探傷機廠家
通用磁粉探傷機在使用時需注意中頻干擾磁粉探傷機對工件磁化檢測后需在磁粉探傷機上退磁,對于磁粉探傷機磁化過的工件進行退磁是很簡單的事,但有時會碰到退磁后對工件剩磁測量高斯度不準的情況(一時退磁干凈達到國家標準,一時發現剩磁很高沒有退清)。這是怎么回事呢?通過我公司分析研究發現,這種情況發生十有八九是使用磁粉探傷機的單位中有中頻爐這類設備,磁粉探傷機在退磁時由于采用衰減法退磁,需要將電流從高到低穩定穩步的降至零達到退磁的目的,而中頻爐在使用時會產生大量的諧波,這種諧波會在某一時間里突然影響退磁電流的穩步下降,突然拉高電流,這也就意味著退磁的失敗。

鎮江通用磁粉探傷機廠家
通用磁粉探傷機探傷的通電時間要注意下面兩點:1、運用持續法磁化時要明晰通電時間需要確保磁粉能在通電情況下運用完結;2、運用剩磁法磁化時,磁化時間通常是0.2-1s,運用沖擊電流時要在10ms以上,連續通電兩次以上。假設磁粉探傷機在探傷時分能有滿足的磁勢那么就可以不按照這個規定的捆綁。用磁粉探傷機對焊縫實施探傷時也要知道兩個內容:1、一個是在焊接后要對焊縫實施熱處理時,就要終的熱加工后實施探傷。2、對熱加工后的縫隙和壓力容器的探傷,其磁化辦法不要運用直接通電流的辦法。