煙臺熒光磁粉探傷機供應商
發(fā)布時間:2024-10-16 01:06:02
煙臺熒光磁粉探傷機供應商
通用磁粉探傷機是建立在漏磁原理基礎上的一種磁力探傷方法根據(jù)通用磁粉探傷機超聲波在介質(zhì)中傳達的速度和傳達的時刻,就可知道缺陷的方位。當缺陷越大,反射面則越大,其反射的能量也就越大,故可根據(jù)反射能量的大小來查知各缺陷的大小。常用的探傷波形有縱波、橫波、表面波等,前二者適用于勘探內(nèi)部缺陷,后者適宜于勘探表面缺陷,但對表面的條件懇求高。當磁力線穿過鐵磁材料及其制品時,在磁性不連續(xù)處將發(fā)作漏磁場,構成磁極。磁粉探傷機是建立在漏磁原理基礎上的一種磁力探傷方法。此時撒上干磁粉或澆上磁懸液,磁極就會吸附磁粉,發(fā)作用肉眼能直接調(diào)查的明顯磁痕。

煙臺熒光磁粉探傷機供應商
通用磁粉探傷機探傷的通電時間要注意下面兩點:1、運用持續(xù)法磁化時要明晰通電時間需要確保磁粉能在通電情況下運用完結;2、運用剩磁法磁化時,磁化時間通常是0.2-1s,運用沖擊電流時要在10ms以上,連續(xù)通電兩次以上。假設磁粉探傷機在探傷時分能有滿足的磁勢那么就可以不按照這個規(guī)定的捆綁。用磁粉探傷機對焊縫實施探傷時也要知道兩個內(nèi)容:1、一個是在焊接后要對焊縫實施熱處理時,就要終的熱加工后實施探傷。2、對熱加工后的縫隙和壓力容器的探傷,其磁化辦法不要運用直接通電流的辦法。
煙臺熒光磁粉探傷機供應商
通用磁粉探傷機該怎樣進行正確的清洗或更換呢?一、在使用通用磁粉探傷機之前,我們需要打開夾緊裝置的門,然后檢查運行槽,并檢查里面的電線是否被濕氣弄濕。二、看看控制通用通用磁粉探傷機的面板和控制器,看看它是否受潮。同時,檢查連接的電線等是否松動或脫落,注意連接部位是否生銹。如果是這樣,盡快更換生銹的零件。三、檢查一般通用磁粉探傷機是否有漏氣現(xiàn)象,這種情況應立即處理,有漏氣的設備或零件。四、每次使用一段時間后,應清洗儲液罐并更換紫外線燈,因為這些零件在使用一段時間后會被弄臟或磨損。這時,我們需要清洗或更換通用磁粉探傷機。只有這樣,才能保證通用磁粉探傷機在使用過程中的準確性。

煙臺熒光磁粉探傷機供應商
如何選擇熒光磁粉探傷機?下面探傷機廠家給大家介紹下相關內(nèi)容:1、用戶選擇熒光磁粉探傷機,要考慮到許多因素,主要根據(jù)探傷工件的幾何尺寸,現(xiàn)場條件,每天要探傷的數(shù)量及工件的光潔度,這樣就可以綜合考慮,選擇相應的規(guī)格型號,確定購置適用的磁粉探傷機。1)簽約合同時應明確告知產(chǎn)品符合《JB/T8290-2011》機械行業(yè)的標準,退磁效果:≤0.3mT(雙方可提前約定),A型試片30/100清晰顯示。(固定磁粉探傷機和專用設備)2)工作環(huán)境若探傷工作是在固定場所進行,選擇固定磁粉機為主;若在生產(chǎn)現(xiàn)場,且工件品種單一,檢查數(shù)量較大,應采用專用檢測設備,或?qū)⒋呕c退磁等功能分別設置以提高檢查速度;若在實驗室,以探傷實驗為主,則應考慮功能較為齊全的固定式磁粉探傷機,若工作環(huán)境在野外,應選擇移動式或便攜式探傷機進行工作。人工置放試件在托架上,按動啟動按鈕,進入自動程序→[啟動、夾緊試件]→[噴淋]→[磁化]→[觀察]→[退磁]→[松開]→[結束]

煙臺熒光磁粉探傷機供應商
通用磁粉探傷機真的是有輻射的嗎?1.電磁輻射和電磁輻射污染的區(qū)別電磁輻射和電磁輻射污染是兩個不同的概念。任何帶電體都有電磁輻射。當電磁輻射強度大于國家標準時,會產(chǎn)生負面影響,引起不同的病理變化,對人體造成傷害。超過標準電磁場強度的輻射稱為電磁輻射污染。2.通用熒光磁粉探傷機對強電磁輻射或中頻電爐的存在非常敏感,會影響熒光磁粉探傷機的正常運行。熒光磁粉探傷機只能正常工作,沒有強電磁輻射和電磁干擾。3.普通熒光磁粉探傷機在國內(nèi)外所有相關技術標準中都沒有輻射。應注意對某些輻射采取保護措施。幾十年來,熒光磁粉探傷機在我國設備的實際應用中沒有對操作人員造成任何傷害。特別是在航空和鐵路領域,通用熒光磁粉探傷機的應用非常嚴格。兩個部門都沒有關于通用熒光磁粉探傷機的任何信息,其技術力量非常強大。4.通用熒光磁粉探傷機的磁化時間是間歇的。根據(jù)我們的計算,熒光磁粉探傷機的磁化時間約為每8-10秒一次,檢測線模型上的一次磁化時間約為1秒,因此效率非常高。通用熒光磁粉探傷機的間隔時間會更長。如果通用熒光磁粉探傷機能對人體產(chǎn)生輻射,不管是好是壞,我相信這個時間很小。5.如果使用熒光磁粉探傷機,將配備紫外線燈進行輔助觀察。紫外線燈有相應的技術標準。

煙臺熒光磁粉探傷機供應商
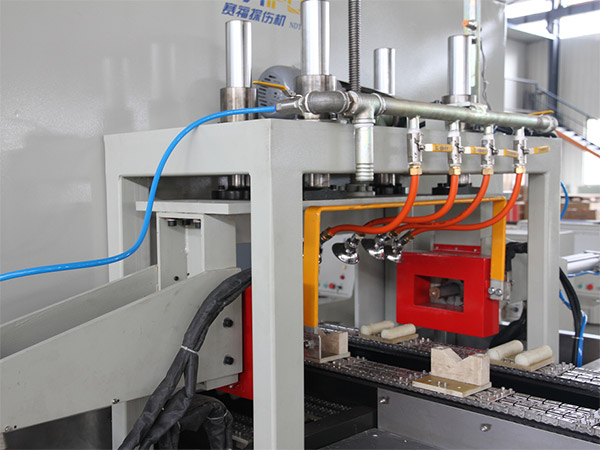
熒光磁粉探傷機過程的工作方法介紹熒光磁粉探傷機的過程包括:預處理、磁化、施加磁粉、檢驗、記錄以及退磁。1.工件表面預處理用機械或化學方法把工件表面的油污、氧化皮、涂層、焊劑和焊接飛濺物等清理干凈,以免影響磁粉在工件表面上的流動和漏磁場對磁粉的吸引。在應用干粉法檢驗時,還應使工件表面干燥,以免使磁粉受潮而無法進行檢驗。2.工件磁化選擇適當?shù)拇呕椒按呕?guī)范,然后利用磁粉探傷設備使工件帶有磁性,產(chǎn)生漏磁場準備磁粉探傷。